



 nitrogen generator")




Pressure Swing Adsorption (PSA) nitrogen generator
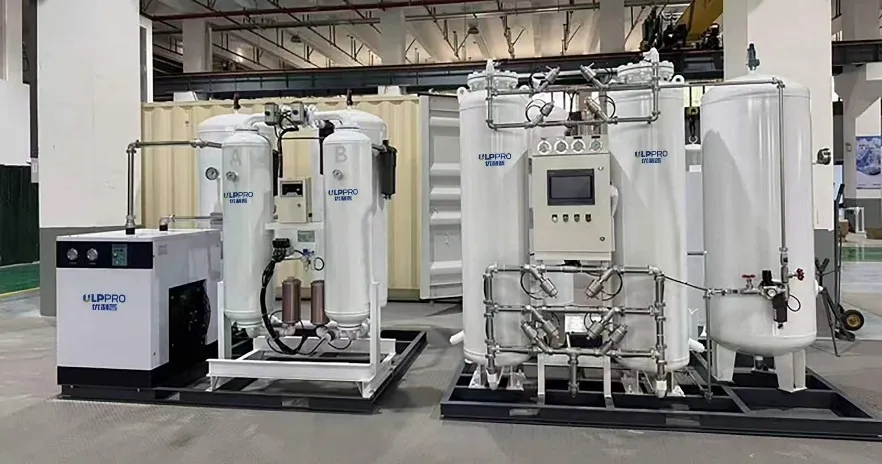
This system adopts advanced Pressure Swing Adsorption (PSA) technology, using high-quality carbon molecular sieve (CMS) as the adsorbent to directly separate and produce high-purity nitrogen from compressed air at ambient temperature. The system integrates highly stable dual adsorption towers, a precision control unit, and a gas receiver tank, offering a high-efficiency, low-energy, fully automatic on-site nitrogen generation solution.
Core Technical Advantages
1. Sustained high efficiency, adjustable nitrogen purity: Nitrogen purity can be freely adjusted between 95% and 99.999% to meet the demanding gas quality requirements of different industries. The system adopts a dual-tower (A/B) cyclic operation design: while one tower adsorbs and produces nitrogen, the other tower undergoes desorption and regeneration, ensuring uninterrupted 24/7 stable nitrogen output.
2. Intelligent control, unattended operation: Equipped with an industrial-grade PLC control system and an intuitive touchscreen HMI. One-button start-up enables the system to automatically monitor pressure, purity, and flow. Features include automatic venting of off-spec nitrogen, fault alarms, and interlock protection to ensure safe and worry-free production. Digital flow sensors, digital pressure sensors, and purity sensors provide precise real-time awareness of system status. An advanced Variable Period (VP) control logic intelligently adjusts the operating cycle based on the actual flow load, enabling variable period operation.
3. Advanced filling process, ultra-long service life: A unique "blizzard-type" molecular sieve filling process ensures uniform and compact distribution of the sieve, effectively preventing pulverization caused by high-velocity air impact. Combined with a precision flow-dividing structure, the gas distribution is more uniform, significantly extending the overall service life of the equipment. The core molecular sieve can be used for more than 8-10 years.
4. Economical and energy-efficient, low operating cost: Compared with traditional liquid nitrogen and cryogenic nitrogen production, PSA technology is ready to use immediately with no pre-heating required, consuming very little energy. The raw material is only air; only electricity is needed to continuously generate nitrogen, resulting in a short payback period.
5. Integrated design, small footprint: The unit features a modular and integrated base-skid design, offering a compact structure. Full installation and commissioning are completed before delivery; only connection to pipelines and power supply is required on site to put it into operation.

Brief Description of the System's Standard Process Flow
1. Air Power System: A high-quality air compressor supplies raw air with stable flow and pressure.
2. Air Purification System: Multi-stage cascade filtration, including a refrigerated air dryer and precision filters, thoroughly removes oil, water, dust, and other impurities from the air, providing clean and dry feed gas for the adsorption towers.
3. Pressure Swing Adsorption (PSA) Separation: The clean air enters the A/B adsorption towers filled with highly selective carbon molecular sieve (CMS). Based on the characteristic that the adsorption and diffusion rate of oxygen onto the molecular sieve is much faster than that of nitrogen, oxygen is retained within the adsorption bed, while nitrogen as the non-adsorbed phase, flows out from the top of the tower.
4. Buffering and Storage: The produced nitrogen enters a high-capacity nitrogen buffer tank to balance system pressure and stabilize the flow rate, after which it is continuously delivered to the user's production air point.



Hot Tags: Pressure Swing Adsorption (PSA) nitrogen generator
Send Inquiry
Contact Info
-
Address
567 Songwei North Road, Songjiang District, Shanghai, China
-
Tel
-
E-mail
For inquiries about our products or pricelist, please leave your email to us and we will be in touch within 24 hours.






